
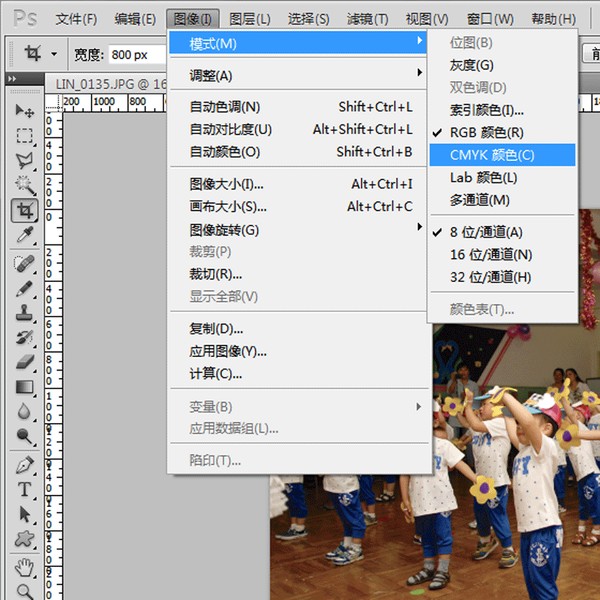
1、目前彩色圖像大多數(shù)來自數(shù)碼采集設(shè)備,所以彩色模式絕大多數(shù)以RGB為主;而印刷(打印)則是以C/青、M/品、Y/黃、K/黑油墨(墨水)來實現(xiàn)彩色。
2、RGB和CMYK是與設(shè)備相關(guān)的彩色模式。
電腦顯示器是以RGB三原色光表現(xiàn)色彩,不同廠家和型號的設(shè)備顯色特性不同,使得同一個圖像文件在視覺上產(chǎn)生不同的彩色結(jié)果 印刷(打印)是以CMYK四基色油墨來表現(xiàn)色彩。不同的印刷材料和印刷控制條件,也會造成同一個圖像文件同一套CMYK數(shù)據(jù)印刷出不同的視覺色彩。
3、 數(shù)字圖像在印刷之前,必須將RGB數(shù)據(jù)轉(zhuǎn)換成CMYK數(shù)據(jù)。
這個轉(zhuǎn)換可以在設(shè)計處理時轉(zhuǎn)換,也可以在印刷前的制版過程中轉(zhuǎn)換。 必須針對印刷工藝條件(制版控制、印刷機上控制、制版印刷材料等色彩數(shù)據(jù)傳遞特性)的轉(zhuǎn)換才能實現(xiàn)精確的色彩再現(xiàn)。(所見即所得)
以不更換電腦為前提,建議:
一、用系統(tǒng)自帶的調(diào)整模塊對電腦屏幕進行基本校準(zhǔn)。
做到兩個基本點:中性色(白灰黑)不偏色;階調(diào)變化正常(從最亮到最暗的梯級都能看到)。
二、用photoshop來進行RGB->CMYK的模式轉(zhuǎn)換并預(yù)示需要印刷的圖片色彩:
1、啟動photoshop,在主菜單“編輯”欄下點擊“顏色設(shè)置”,進入設(shè)置頁面。 2、建議按照下圖設(shè)置:
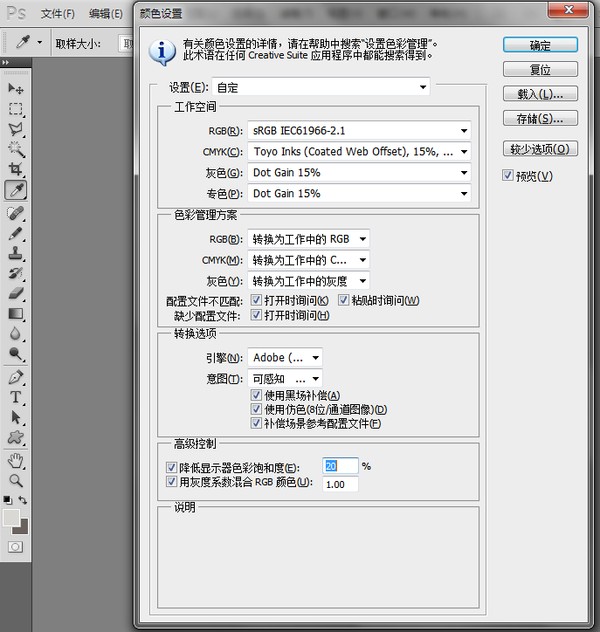
RGB的設(shè)置是適用范圍最廣的,民用顯示器和互聯(lián)網(wǎng)的標(biāo)準(zhǔn)顯示空間。
3、CMYK工作空間的設(shè)置,可以如下圖:
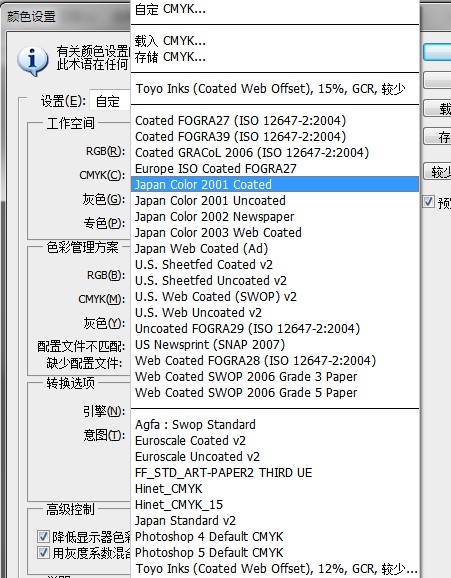
說明: 因為國內(nèi)的大多數(shù)印廠使用的設(shè)備材料和印刷控制理念都是源于日本的標(biāo)準(zhǔn),所以在得不到合作印刷廠的色彩轉(zhuǎn)換數(shù)據(jù)的前提下,采用日本的特性曲線相對靠譜一些。共有五組Japan開頭的數(shù)據(jù)可選。 五組數(shù)據(jù)細分了紙張和印刷控制,可根據(jù)實際情況做選擇:
Coated,涂布,是指紙張類型,我們通常所說的銅版紙就是這類。 Uncoated,未涂布,通常印刷書刊內(nèi)頁的膠版紙所屬。 Newspaper,新聞紙。 Web,是指印刷方式采用的輪轉(zhuǎn)膠印機印刷。 Ad,廣告類,是指針對廣告需求的色彩控制。
4、更進一步精確的色彩轉(zhuǎn)換
如果能知道合作印刷廠更具體的控制數(shù)據(jù),可在CMYK工作空間選擇“自定CMYK…”
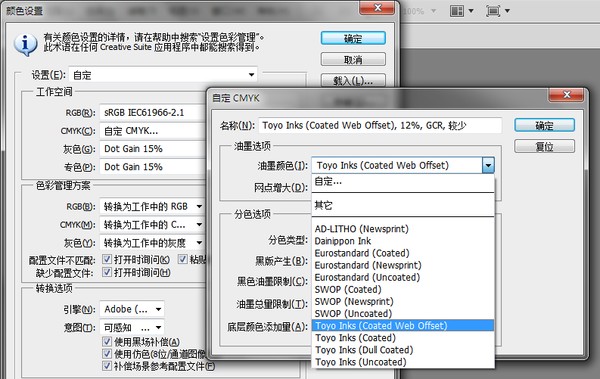
這里可以根據(jù)油墨做進一步的控制。Toyo Ink和Dainippon Ink是國內(nèi)使用比較多的日本油墨系列,toyo ink及其同色系的會更多一些。
下圖是完整的自定義設(shè)置,適合于有較好控制水平的印刷廠。

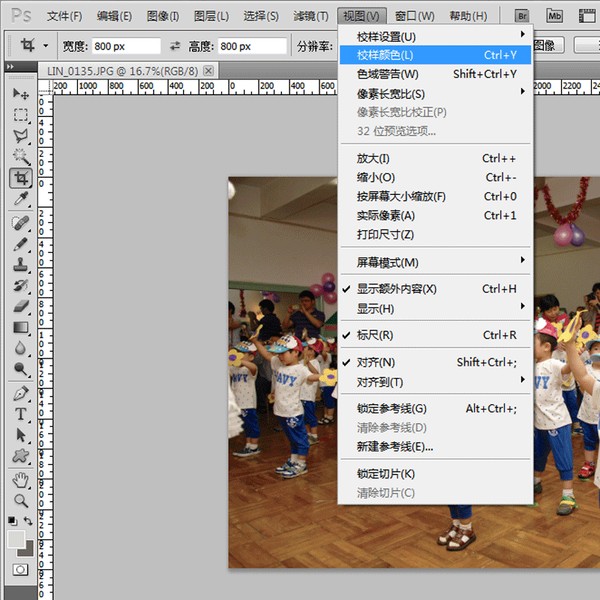
再次強調(diào): 以上CMYK空間轉(zhuǎn)換設(shè)置都僅供參考,會改善縮小屏顯和印刷品的色彩差異。但是,準(zhǔn)確的轉(zhuǎn)換必須根據(jù)印刷廠實際特性數(shù)據(jù)做設(shè)置并結(jié)合階調(diào)調(diào)整和色彩平衡調(diào)整才能實現(xiàn)。 5、預(yù)示印刷色彩
如果希望最終的實際轉(zhuǎn)換由合作印刷廠完成,建議如下圖操作,勾選“校樣顏色”(“校樣設(shè)置”勾選“工作中的CMYK”),即可看到RGB轉(zhuǎn)換到CMYK后的色彩效果(差異)。
如果希望自己直接完成轉(zhuǎn)換再交付印刷,則如下圖操作,選擇CMYK模式即可。建議另存轉(zhuǎn)換后的文件,保存原RGB模式文件。
三、其他設(shè)計制作軟件的色彩控制
實際上,常用的平面設(shè)計軟件,如AI,ID,F(xiàn)W(這仨與PS同為ADOBE出品),CDR都有類似的顏色預(yù)設(shè)置,也可實現(xiàn)同樣的色彩預(yù)示和轉(zhuǎn)換功能,只是控制上沒PS清晰明了,干擾因素更復(fù)雜一些,這里不再贅述。
]]>1、需要出血的地方未出血,以及單色角線。
2、CorelDraw文件中各種效果請在輸出前分離或轉(zhuǎn)位圖,否則結(jié)果……實在是難以預(yù)料。另外單黑(k100)陰影請轉(zhuǎn)四色(C100M100Y100K100),否則單黑的陰影會將其它色版掏空,印刷出來會很難看。
3、PageMaker文件鏈接圖有RGB模式和采用了JPEG壓縮的EPS文件。兩者輸出后將成黑白圖。解決的唯一辦法就是在Photoshop中將RGB模式轉(zhuǎn)為CMYK,將采用JPEG壓縮的EPS文件轉(zhuǎn)為正常ASCII或二進制EPS。
4、CorelDraw中,置入PSD格式文件,請先將其圖層合并。如對PSD格式的圖片進行了旋轉(zhuǎn),或TIF圖有多余通道,輸出時易出現(xiàn)圖片破損,應(yīng)將圖片在CorelDraw中重新轉(zhuǎn)一次位圖。
5、CorelDraw中應(yīng)用“花紋填色”(CorelDraw10/11/12稱為“圖樣填充”),旋轉(zhuǎn)或變形后,花紋剪切位置會有所變化,拼版時請注意(解決的辦法就是轉(zhuǎn)圖)。
6、CorelDraw文字排版,若文字從WORD或記事本中拷貝出來,需去除雙字節(jié)空格(利用WORD的查找/替換),否則易出現(xiàn)“爛字”與跑位的情況。
7、CorelDraw9/10段落文本轉(zhuǎn)曲線技巧:在需轉(zhuǎn)曲線的段落文本上畫一矩形,按Alt+F3調(diào)出濾鏡泊塢窗口,選擇“透明度”濾鏡,將“比例”調(diào)成100,點選“凍結(jié)”(這是最關(guān)鍵的一步)、“移除面”,然后點擊“應(yīng)用”,段落文本即轉(zhuǎn)為曲線。
8、PageMaker中,RGB鏈接圖請轉(zhuǎn)為CMYK,否則輸出為灰度圖。
9、PageMaker中若使用復(fù)合字體,交付輸出中心時,請注明相應(yīng)中、英文字體。
10、線條寬度一般不宜小于0.076mm(有時因為在CORELDRAW中勾圖方便,將默認線條改為0,輸出忘了改回來……)。小于0.04mm基本上無法曬版印刷。
11、黑色(K100)默認為疊印(點陣圖除外),若需要套印,請?zhí)貏e指出。
12、Word文件文字易跑位,發(fā)排時請?zhí)峁痈濉?
13、一些字體轉(zhuǎn)曲線后會成“空心字”,如楷體_GB2312、仿宋_GB2312、漢鼎特黑簡、漢鼎美黑簡等,請慎用。另外一些英文字轉(zhuǎn)曲線后交叉的地方也會縷空,也要注意。
]]>以下談?wù)剬嶋H工作中拼版時應(yīng)考慮的一些問題。
1.商品包裝或商標(biāo)的設(shè)計大部分采用電腦制作,輸出分色膠片之后進行曬版,然后上機印刷。無論是手工拼版,還是電分拼版,都要考慮印刷的后工序,如裁切、壓凸、燙印、覆膜等是否會受前道工序的影響。
2.酒標(biāo)或食品、飲料包裝,通常都是內(nèi)外包裝一體化。粘貼在酒瓶上的商標(biāo)主要由帽標(biāo)和身標(biāo)兩部分組成。帽標(biāo)形狀不規(guī)則,且圖案復(fù)雜,大多數(shù)都要進行模切。拼版時帽標(biāo)和身標(biāo)要分開,帽標(biāo)不能緊靠身標(biāo),帽標(biāo)之間也要留出模切、壓痕的余地。
3.注意成品尺寸的大小。商標(biāo)拼成八開大版后,四周要留出約3mm的毛料出血余地,否則,裁切和模切后就會因白邊而影響產(chǎn)品質(zhì)量。
4.如果商標(biāo)的上、下方有實地或平網(wǎng),拼版時就要將實地或平網(wǎng)拼在一起。例如,酒標(biāo)下方有實地,拼版時應(yīng)將實地與實地角對角地拼在一起,這樣在裁切時,一刀可以裁出上 下兩個商標(biāo),不會存在白邊問題。
5.拼版時要考慮開紙下料、如何確定叼口的問題。對于小規(guī)格八開紙(39cm × 27cm)和大規(guī)格八開紙(30cm×42cm),若拼出來的是滿版滿沿,且在商標(biāo)某一邊的成品尺寸內(nèi)有1.5cm不印文字,圖案的空白處時,可以借用此白邊作為印刷的叼口位置。
6.手工拼版一般是在用透明膠片拷貝出來的拼版坐標(biāo)上進行的。拼版時成品尺寸要準(zhǔn)確,且擺放端正,不能出現(xiàn)歪斜。對于小商標(biāo),在拼版時擺放的數(shù)量多,為防止拼版中途出現(xiàn)尺寸混淆,應(yīng)借助透明的拼版坐標(biāo),標(biāo)注出商標(biāo)縱橫兩個方向上精細線條、文字、圖案部分的準(zhǔn)確位置。
7.拼版時,要求將規(guī)矩線,十字線、中線、拖梢線、角線、色塊、叼口等位置標(biāo)注清楚,且各種線條不應(yīng)在商標(biāo)的成品尺寸內(nèi),否則,裁切不掉的臟線、色塊會影響商標(biāo)成品的外觀。如果線條或色塊過長可用刻刀刮短;已經(jīng)曬版的可用修版膏在PS版上予以修正。
8.分色后的膠片需要拼成大版,若膠片是16開、32開、64開等小規(guī)格,則需要連版拼接,由于膠片具有一定的厚度,膠片之間相互折疊,容易在曬PS版或拷貝膠片時在折疊處產(chǎn)生間隙,使真空泵無法緊密吸合,導(dǎo)致曬出來的印版產(chǎn)生掉版、網(wǎng)點發(fā)虛、不上墨等故障。
解決方法:一是在電腦上輸出八開大版;二是拼版時根據(jù)實際情況巧妙修剪,用刻刀將膠片邊緣處刮薄以避免折疊。
9.商標(biāo)或包裝產(chǎn)品,大多數(shù)是多色套印,只有拼版準(zhǔn)確,才能達到精確套印。拼版順序為:
(1)先底色,后壓色;
(2)先拼淺顏色,后拼深顏色;
(3)網(wǎng)點疊印出的文字、線條、圖案精度高,先拼;
(4)先拼主要顏色,后拼次要顏色;
檢驗拼版質(zhì)量最有效的辦法是打樣,拼出來的版在印刷之前,最好先進行膠印打樣,檢查套印是否準(zhǔn)確、油墨色相是否與設(shè)計稿的色彩一致、圖文線條是否有疏漏等,同時還要檢查各單色、疊色色樣的C、M、Y、K值,為客戶準(zhǔn)確提供校對文字、色彩.圖案的真實依據(jù)。
]]>一、印刷空白部分上臟:
1、曝光不足:
PS版的制版原理是在曝光過程中,光通過陽圖底版的透光部分(空白部分)使感光劑發(fā)生解,放出氣氮氣,感光劑分子結(jié)構(gòu)發(fā)生重排,產(chǎn)生茚酮化合物;這種化合物不溶于水,但易溶于稀堿溶液,因而露出氧化膜即空白部分。而未見光的圖文部分則基本沒有變化成為吸附油墨的印版圖文部分。如果空白部分曝光時間太短,光線太弱,曝光不足則感光劑分解不完全,顯影時溶解不徹底,有殘存的感光劑就會引起空白部分吸墨起臟。因此曬版時應(yīng)先用曬版測試條測試好正確的曝光時間,使密度在0.35及0.35以下曬掉不上墨(行標(biāo))。或在曝光、顯影、水洗、干燥后的PS版空白部分用丙酮、獨乙醚或修版液在空白部分去除底色,肉眼觀察基本沒有明顯痕跡,或用反射密度計測定未除去底色與除去底色部位的密度值差<0.03(行標(biāo))>。
2、顯影不足:
空白部分感光劑沒有充分溶解,仍有殘存的感光劑造成空白部分上臟。其原因有:
(1)顯影液濃度不足:應(yīng)按規(guī)定的配制方法配制規(guī)定濃度的顯影液,并應(yīng)根據(jù)顯影液顯影后衰減的程度進行補充。
(2)顯影時間不夠:一般應(yīng)為35±10秒,最多不應(yīng)超過1分鐘。
(3)顯影液溫度過低:顯影液最佳溫度應(yīng)為22±2°C。因為溫度度化10°C,顯影速度隨之變化3-4倍,即溫度高顯影快溫度低顯影慢;濃度高顯影快,濃度低顯影慢;制版時可根據(jù)具體情況靈活掌握。
(4)顯影液疲勞:顯影液由于連續(xù)顯影或因長時間裸露在空氣中,因吸收空氣中的CO2,顯影能力會逐漸降低衰退,連續(xù)顯影時間過長也會出現(xiàn)與顯影液濃度過低相類似的情況。因此顯影液應(yīng)盡量避免長時間裸露在空氣中。
(5)顯影液污染:因PS版的感光劑含有少量染料,在顯影時,染料會和曝光光解的感光樹指一起溶解到顯影液中而積累起來。當(dāng)顯影的PS版達到一定量,染料積累達到一定程度后,顯影液中的染料就會被PS版砂目的微孔吸附造成自我污染。因此必須更換新顯影液。
3、原版軟片及曬版玻璃有臟:
(1)原版軟片空白部分有灰露及臟污,密度太高透明不好,可適當(dāng)延長曝光及顯影時間或采用散射膜二次曝光法去除臟污。采用散射膜曝光時,一般將主曝光時間減少四分之一,然后采用蒙散射膜二次曝光;蒙光時間為主曝光的三分之一到二分之一,即可將軟片臟污及軟片邊跡帶印等去掉。如果原版軟片灰嚴(yán)重只能重新制版,使其空白部分密度不超過0.05。
(2)曬版機玻璃有臟應(yīng)經(jīng)常清理,保持衛(wèi)生。曬版機不用時應(yīng)將玻璃蓋好,以防灰塵。
4、曝光不勻:因曬版機光源系點光源曬版光源距PS版各部距離不等,曝光時PS版中間部分距光源近,曝光量大,四角部分距光源遠,曝光量小,容易造成四周部分曝光不足上臟。可適當(dāng)提高光源距離,減少PS版各部分光距差,并適當(dāng)增加曝光時間。曬版時應(yīng)兼顧PS版各部分的曝光量,一般燈距以1.2M為宜,改變燈距后曝光時間的計算公式為:
t=t。(r/r)2
式中:t。原曝光時間
r。為原燈距
r為變動后的燈距
t為所求的變動后的曝光時間
5、正常曝光顯影水洗后版面仍呈蘭色:
(1)PS版生產(chǎn)過程烘干溫度偏高,造成感光層老化,可適當(dāng)增加曝光及顯影時間;如果曝光前PS版感光層深度老化則版材只好作廢。
(2)PS版存放溫度太高,存放時間太長(一年以上),或在空氣中裸露時間太長,感光層被空氣氧化而老化,可適當(dāng)增加曝光及顯影時間來解決。
6、提墨不當(dāng)上臟:
提墨時紗布不干凈有砂粒或干涸的墨屑或用力太大將版擦臟,一般情況下可用汽油洗掉然后用沽版劑清潔版面后再重新擦膠或提墨,提墨時應(yīng)注意正確的操作方法,做到均涂擦均勻提墨。
7、擦保護膠不當(dāng)而上臟:
(1)保護膠濃度太低,膠膜太薄導(dǎo)致PS版氧化上臟。
(2)擦保護膠用力不勻或有漏膠的地方引起氧化上臟。
(3)PS版砂目太細,保護膠濃度太低表面張力太小,容易凝結(jié)成一個個小水珠使PS版氧氣上臟。
8、除臟方法不當(dāng)造成空白部分上臟:
除臟劑干涸在印版上沒有及時沖洗干凈吸墨上臟,需及時將溶掉的感光劑沖洗干凈。
9、拷版前后處理不當(dāng)引起上臟:
拷版前版面應(yīng)徹底除臟并擦勻拷版保護液。一般一塊對開版用量30ML,拷版后應(yīng)再徹底顯影,洗去保護液并擦好保護膠。
10、膠印機操作不當(dāng)引起空白部分上臟:
(1)膠印機所用的油墨太稀,油性太強,應(yīng)調(diào)稠油墨。
(2)車間溫度太高,應(yīng)降溫一般以20-25°C為宜。
(3)潤版藥水不合適,應(yīng)洗用與PS版匹配的潤版藥水,并加放少量樹膠潤版。
(4)膠印機壓力太重或不勻,應(yīng)在保證質(zhì)量的情況下盡量減輕壓力。
(5)膠印機墨輥壓力太重而水輥壓力太輕,應(yīng)調(diào)整合適。
二、曝光過度:
(1) 原版圖文密度低,曬版時圖文透光,應(yīng)適當(dāng)減少曝光時間;如原版密度太低則應(yīng)重新制版,使原版墨地密度達3.0,網(wǎng)點中心密度不低于2.3。
(2) 曝光時間太長:應(yīng)用連續(xù)調(diào)透射灰梯尺測定正確曝光時間;使密度在0.8及0.8以上應(yīng)全部上墨,密度在0.35及以下曬掉不上墨。(行標(biāo))
(3) 版面漏光:PS版保存不當(dāng),漏光光解,應(yīng)注意避宛存放。
(4) 曝光不勻:曬版機橡皮老化或抽氣機抽真空度低,使原版與PS版沒有充分密合,使部分圖文被散射光線解造成部分圖文不吸墨,應(yīng)提高真空度使真空度在700MM水銀柱以下或換曬版機橡皮墊也可在PS版下墊一同樣大小的薄毛呢便可。
2、顯影過度:
(1)顯影液濃度太高,堿性過強,會使感光部分的成膜樹脂被溶解,進而破壞氧化膜。因此一定要按照規(guī)定正確配制顯影液。
(2)顯影時間過長:一般應(yīng)控制在35±10秒(行標(biāo)),在原版空白部分密度較高的情況下,盡量做到多曝少顯。這是因為堿溶液對感光層及印版氧化層均有較強的溶解破壞作用,故顯影時間應(yīng)盡量少一些,一般不超過1分鐘。
(3)顯影液溫度過高:一般應(yīng)控制在22±2°C,如果溫度過高,就會溶解感光層及氧化層。氧化結(jié)膜降低活性不吸墨,解決辦法可用紗布在版面來回的時間過長,會造成感光層被空氣急于上機印刷的PS版以外應(yīng)堅持提墨處理。
4、保護膠變酸變質(zhì),擦膠不勻,擦出膠道子,造成不吸墨,應(yīng)注意涂膠均勻。
5、膠印機操作不當(dāng)造成圖文不上墨:
(1)橡皮布老化,應(yīng)換橡皮布、橡皮布不平應(yīng)墊平。若膠印機壓力太輕,應(yīng)調(diào)整好壓力。
(2)膠印機墨輥壓力太輕而不輥壓力太重,應(yīng)調(diào)合適。
(3)膠印機所用的油墨太稠,流動性太差,應(yīng)調(diào)好油墨。
(4)潤版藥水不合適,應(yīng)選用懷PS版匹配的潤版藥水。
(5)車間溫度太低,車間應(yīng)保持20-25°C為宜。
三、圖文太深(主要是暗調(diào)部分的深網(wǎng)點):
1、曝光不足:應(yīng)增加曝光時間,使暗調(diào)部分的小白點充分光解。
2、顯影不足:增加顯影時間或顯影液濃度,使暗調(diào)部分的小白點清晰。
3、原版空白部分密度太高,可適當(dāng)增加曝光時間,嚴(yán)重的應(yīng)重新制版。
4、提墨糊版:用汽油洗凈油墨,用潔版劑清理干凈版面后,重新提墨;提墨時版面應(yīng)保持一定水分,提墨應(yīng)薄,提墨后擦好保護膠。
5、膠印機操作不發(fā)造成的圖文太深。
(1)印刷機壓力太重或膠皮襯墊不合格造成油墨擴散,應(yīng)盡量減輕膠印機壓力或減溥襯墊。
(2)膠印機墨輥壓力重水輥壓力輕。
(3)膠印機所用的油墨太稀,油性太大,印跡容易擴大。
(4)印版潤版藥水不合適。
(5)膠印車間溫度太高,應(yīng)降低溫底保持20-25°C
四、圖文太淺(主要是高光部分細網(wǎng)點不全):
1、曝光過度,應(yīng)減少曝光時間,因為曝光過度,會使小網(wǎng)點光解受損。
2、顯影過度:應(yīng)減少顯影液濃度或顯影時間,以減少顯影小網(wǎng)點的腐蝕。
3、原版密度太低,曬版時透光使網(wǎng)點變小,應(yīng)降低曝光顯影時間或重新制版使原版密度達3.0以上。
4、曬版機橡皮墊老化使PS版密合不好,會使散射光光解感光層,造成圖文太淺;解決辦法,提高抽真空度,一般真空度應(yīng)700MM水銀柱以下,同時應(yīng)盡量減少原版上的拼帖厚度,使原版與PS版容易密合。
5、版面砂目太粗:曝光時有散射光將網(wǎng)點邊緣光解,使網(wǎng)點受損變淺,可選用細砂目PS版。
6、膠印機操作不當(dāng),造成圖文太淺:
(1)膠印機壓力輕,橡皮布老化,沒有彈性,襯墊不合適。
(2)膠印機水輥壓力重,墨輥壓力輕。
(3)膠印機所用油墨粘性大,流動性差。
(4)印版潤藥水不合適。
(5)車間溫度太低。
五、PS版耐印力低:
正常使用的PS版耐印力一般在5-10萬左右,而經(jīng)過拷版的PS版印量又可提高3-4倍;而有些廠家使用PS版耐印機很低,只有2-3萬印,甚至只有幾千印就提版了,這里除了PS本身的質(zhì)量問題外,印刷廠家正確掌握PS版的制版方法及膠印機操作方法也是至關(guān)重要的。一般造成PS版耐印力下降的原因有以下幾個方面:
1、因制版時曝光過度顯影過度,引起膠層變溥,耐印力下降。正解方法應(yīng)測量曝光時間確定正確曝光時間,同時掌握好曬版的規(guī)律:即曬版時電影電壓高則曬版時間適當(dāng)縮短,電壓低則曬版時間長。顯影時,顯影液濃度高,則顯影時間適當(dāng)縮短;濃度低則顯影 時間長。顯影液溫度高,是顯影時間適當(dāng)縮短,溫度低則顯影時間長,一般不超過1分鐘。如果版空白部分密度高,則盡量采用多曝少顯的原則來處理。
2、原版圖文部分密度太低或不勻,造成透光或部分透光,則應(yīng)該在密度低時減少曝光時間。在曬版時原版與PS沒有充分密合。應(yīng)提高真空度或在PS版下面加一塊薄毛呢。
3、印版制好以后,應(yīng)盡量避光保存。在未提墨的情況下,如在車間放置時間太長,感光層易被白晝的白光或日光燈光解,一般情況下,PS版在睛天明亮的車間或日光燈下放置3-4小時,其光能就足可使PS版上的感光層完全光解,因此要求除急于上機印刷的印版外都應(yīng)進行提墨處理。另外印刷過程中或中途停機時都應(yīng)盡量避光,以免被強光光解。
4、潤版液性能差,對版面不合適,或版面接觸到溶劑及酸、堿性物質(zhì)而破壞掉感光層。
5、紙張,偏堿性或偏酸性或有砂粒、掉粉、掉毛,印刷中雜質(zhì)堆積在膠皮布上使印版腐蝕、磨損。PS版的氧化膜雖然很硬,但PS版鋁版基卻比較軟,PS版表層的氧化膜,最怕砂壓壞,一旦壓環(huán)則很難修復(fù),所以要特別注意防止砂子壓環(huán)PS版。
6、膠印機橡皮布老化,變硬沒有彈性,極易磨損印版。
7、膠印機嚴(yán)重磨損或沒有調(diào)試好輥筒間隙,運轉(zhuǎn)時線速度不一致有滑移產(chǎn)生條杠,磨損印版砂目,杠子處極易掉版。
8、膠印機壓力過大或襯墊不合適,水墨輥壓力過大,都會加劇印版的磨損造成掉版,這是印量降低最主要的原因。
9、下機版再上機時圖文部分不吸墨,空白部分上臟,主要系下機版下版時版面沒有清理干凈;另外擦保護膠沒有擦勻或保護膠太稀,以及保護膠變酸變質(zhì)使版面腐蝕造成故障。若PS版長期不用沒有避光保存也會使印量降低。所以下機版應(yīng)徹底清理好版面,擦好保護膠并吹干后,避光防潮保存,可避免印刷故障,提高印量。
]]>一、印品起皺故障若干現(xiàn)象的分析和預(yù)防措施
1、紙張邊沿卷曲引起的印品起皺故障
我們知道,紙張對環(huán)境的溫濕度變化,十分敏感。若印刷環(huán)境溫濕度不正常,易使紙張發(fā)生伸縮變異。如紙張含水量過低,紙四周易呈卷曲狀,印刷時也就容易出現(xiàn)起皺情況。紙張含水量過低,還容易產(chǎn)生靜電現(xiàn)象,難以實現(xiàn)正常的印刷。若紙張含水量過高,卻容易使紙質(zhì)過于柔軟而產(chǎn)生壓印起皺。所以,平時應(yīng)注重加強
對紙張的科學(xué)管理,紙庫室溫應(yīng)控制在18-22度之間,室內(nèi)相對濕度宜掌握在60-70%之間。對進庫的紙包產(chǎn)品,要盡快解包攤平并整齊后疊放。紙張的堆放離地要高并遠離墻體,以防止紙張吸濕受潮變形。此外,紙張還要防熱、防折和防壓,這既是較好地防止紙張翹曲變形的基本要求,也是防止印品起皺的必要措施。
2,印刷版面結(jié)構(gòu)弊病造成的印品起皺
有的紙張平整度不錯,但印刷時還是出現(xiàn)了起皺故障。這是由于版面結(jié)構(gòu)上的原因造成的。如印刷實地兼線條的凸版時,壓印過程中印張與版面接觸瞬間易產(chǎn)生空氣阻力,使印張局部紙面起凸而產(chǎn)生起皺現(xiàn)象。另外,木底托印版下墊不均、底托有欠堅實,以致印刷壓力虛重,容易產(chǎn)生印品起皺弊病,對此應(yīng)通過把好裝版墊版技術(shù)關(guān),加減輕線條版面的壓力,以避免印品起皺故障的發(fā)生。
3、包襯不適引起的印品起皺現(xiàn)象
包襯是印跡轉(zhuǎn)移的媒介,當(dāng)內(nèi)外包襯層過于柔軟,使包襯受壓后容易起凸包現(xiàn)象,以及包襯包勒得不夠緊實,表層包襯紙存有破裂情況,包襯表面反復(fù)墊貼或控空、墊貼紙拖尾部未粘牢而出現(xiàn)飄動等不良情況,都容易產(chǎn)生印品起皺現(xiàn)象。所以,印刷過程中應(yīng)注意把好包襯工藝技術(shù)關(guān),防止因包襯虛松不耐壓,表面凹凸不平而造成印品起皺故障的發(fā)生。
4、設(shè)備零部件磨損、松動造成的印品起皺
當(dāng)機器的要害零部件,加聯(lián)動滾筒作壓印的機件使用磨損,失去應(yīng)有的精度,使機器壓印瞬間因存有微量的松動而發(fā)生滑移情況,這也是印刷某種版面,紙張產(chǎn)生壓印起皺的源頭。為此,平時應(yīng)注重加強對設(shè)備的保養(yǎng)和檢修,使設(shè)備的關(guān)鍵部位保持良好的潤滑和較高的精度,以防止部件間軸向或徑向松動不良現(xiàn)象的產(chǎn)生,減少發(fā)生印品起皺的機會。
二、發(fā)生印品起皺的若干處理方法
1、對紙張進行敲勒處理,提高紙張的印刷適性。
對較薄或因變形而缺乏平整度和堅挺度的紙張,如印張叼口紙邊存有卷曲之不良情況時,必須通過對紙邊進行敲勒,使紙張發(fā)生物理變化,以提高印張叼口紙邊的平整度和堅挺度。對于紙面中存有彎卷現(xiàn)象,可酌情采用橫向敲勒或縱向敲勒的辦法,使印張獲得印刷所需的平整度,以達到消除印品起皺的目的。
2、調(diào)整好印刷壓力,消除印刷壓力不適引起的起皺弊病。
對易發(fā)生印品起皺的柔性紙張,印刷時應(yīng)盡量考慮滿足版面受墨量的要求,以防止因版面墨量不足印跡發(fā)淡而致誤加印刷壓力,使印張出現(xiàn)印品起皺情況。此外,印刷壓力的調(diào)整,應(yīng)盡量通過下墊來實現(xiàn),且下墊要墊足墊平衡,要避免在外包襯上作大面積貼補,甚至反復(fù)挖補外包襯,這也是防止印品起皺的有效辦法。
3、調(diào)整好滾筒叼紙牙壓力和叼紙的位置,消除印張交接失調(diào)造成的印品起皺故障。
當(dāng)滾筒叼紙壓力不均或印張定位不適使紙邊角沒有對準(zhǔn)咬牙,以及印張叼口量過小等不良情況存在時,都容易使印張在滾壓過程中,因滑移使局部紙面不平整造成印品起皺,對此,應(yīng)調(diào)好咬牙壓力和印張在牙排中的位置,使紙邊角多進入咬牙位,并適當(dāng)增大叼口量,讓咬牙咬緊紙邊避免壓印滑移情況的發(fā)生,以消除印品起皺故障。
4、調(diào)整好機器毛刷裝置,使印張平服緊貼于滾筒,消除印張下墜引起的印品起皺。
自動化印刷機為保證印刷質(zhì)量,在滾筒臨壓印線部位設(shè)有一排平紙毛刷機構(gòu),當(dāng)印刷較柔軟和輕薄的紙張時,若毛刷過緊擠壓滾筒表面上的印張,容易造成印品起皺現(xiàn)象。應(yīng)適當(dāng)調(diào)松毛刷,即可消除印品起皺故障。
總之,只要我們在實踐中認真總結(jié)經(jīng)驗,對印品起皺的各種故障現(xiàn)象進行細致的分析和研究,并采取各種預(yù)防措施的落實,從故障源頭上進行技術(shù)、工藝方面的把關(guān)控制,就可以最大限度地減少或避免各種特點的印品起皺故障,保證產(chǎn)品印刷質(zhì)量。 ]]>
原因一:油墨干燥過快。
解決方法:減少溶劑量以降低油墨干燥速度;或者把油墨重新調(diào)配成慢干型油墨;或者降低油墨的粘度。
原因二:油墨PH值太低。
解決方法:檢查油墨的PH值?把PH值調(diào)整到一個指定的范圍。
原因三:油墨的流動性太差(粘度大)。
解決方法:因為印刷壓印線處有空氣,所以造成這種情況,可以安裝一個擋板,或者減少氣流。
原因四:印刷條件差。
解決方法:
(1)滾筒太熱:應(yīng)減少放料滾筒的熱量,對滾筒進行冷卻。
(2)墨斗里油墨量不足:應(yīng)檢查墨斗里的油墨量,如有必要,添加新油墨到墨斗中。
(3)印刷速度太慢:應(yīng)提高印刷速度。
(4)刮墨刀刀刃太尖銳:應(yīng)使刮墨刀的刀刃稍微平一點。
(二)臟版如何解決?
臟版就是印版滾筒上的非圖文部分也粘上朦朦朧朧的一層樹脂(樹脂中夾帶顏料),并轉(zhuǎn)移到承印物上,使印刷品上呈現(xiàn)片狀臟污。
1.導(dǎo)致臟版的原因主要有以下幾點:
(1)樹脂對滾筒的鍍鉻面有親合性,使刮墨刀不易刮干凈油墨。
(2)樹脂與有機溶劑組成的體系處于過飽和狀態(tài),有大量樹脂析出,不為溶劑所溶解。
(3)油墨對鍍鉻表面的潤濕性太強,或者是油墨中所使用的溶劑為慢干溶劑。
2.解決辦法:
(1)使用溶解力強、揮發(fā)快的溶劑。
(2)控制好油墨的粘度,在生產(chǎn)過程中,要根據(jù)實際情況使用溶劑,并根據(jù)各種溶劑的損失情況及時進行添加,以保持油墨粘度的穩(wěn)定性。
(3)經(jīng)常加入新鮮油墨。
印前制版錯誤引起的印刷質(zhì)量問題的解決方案
有一次,由于客戶提供的零星菲林,輸出時設(shè)置錯誤以致藥膜方向朝上,拼版人員又沒有認真檢查和正確識別藥膜的方向,人工拼版后就把菲林交付給下一工序曬版。這樣印刷時,由于操作者缺乏質(zhì)量控制的經(jīng)驗,造成半成品四色印刷后,20%的藍色平網(wǎng)版面的網(wǎng)點印刷顏色出現(xiàn)明顯偏淡現(xiàn)象,整個印張與原稿相比顏色藍相明顯不足,半成品檢驗時判定為不合格品。在對印刷的半成品進行認真分析后,制定了補救解決方案。具體做法是:將印版中的實地線條和文字版面用修版液修掉,將僅留20%的平網(wǎng)版面上機套準(zhǔn)后再印刷一次,這樣,C色經(jīng)過局部版面補印一次后的半成品,整體版面的印刷顏色即與原稿相接近,補救解決方案獲得了成功的工藝效果,產(chǎn)品的質(zhì)量得到了客戶的認可,避免了經(jīng)濟損失。
菲林藥膜方向錯誤引發(fā)的印刷質(zhì)量問題的技術(shù)分析
菲林藥膜方向錯誤引發(fā)的上述印刷質(zhì)量問題,暴露了從印前制作到印刷幾個工序都存在著比較突出的問題。一是電子輸出制作人員工作不夠認真或?qū)癜嫫毓夤に嚥粔蛄私猓瑢ζ骄W(wǎng)的制作出片存在一定的盲目性;二是拼版人員對菲林檢查方式上的做法存在錯誤,拼版時往往是習(xí)慣于簡單地憑版面的文字方向,草率確定菲林的藥膜面(也就是通常說的藥膜方向);三是曬版工序沒有及時檢查和發(fā)現(xiàn)菲林錯誤問題;四是印刷工序在調(diào)整輸墨量時,在滿足實地線條、文字版面著墨飽和,不臟版、不糊版的情況下,平網(wǎng)版面顏色仍然出現(xiàn)明顯偏淡時,忽略了對印版質(zhì)量的檢查和識別,盲目印刷而造成了上述印刷質(zhì)量問題的發(fā)生。
菲林的組成成分的正確認識
一般膠片菲林是由片基和感光藥膜組成,其中透明的片基是用于承托感光藥膜的,感光藥膜是一種化學(xué)物質(zhì)的乳劑涂布層,它們由一些感光的晶體微粒組成。菲林上的藥膜只有在顯微鏡下才能看到其微粒。菲林的成像原理是:菲林上的晶體粒子感光后會改變其結(jié)構(gòu)并與其他晶體結(jié)合成塊狀,當(dāng)投射在膠片藥膜上的光越多,晶體改變并結(jié)成的塊狀也越多。所以,不同的光照射在菲林上就會產(chǎn)生不同數(shù)目以及大小、形狀改變了結(jié)構(gòu)的晶體,從而形成一個還未能看見的影像,而再通過顯影處理就可把菲林上潛在影像轉(zhuǎn)變?yōu)槎ㄐ汀⒖梢姷挠跋瘛Ia(chǎn)工藝情況表明,菲林上感光多的部位影像上的藥膜密度大,感光少的部位影像上的藥膜密度就小,而沒有感光的部位則是完全透明的。一般菲林的顯影時間長,菲林的藥膜相應(yīng)就厚,反之,菲林的藥膜就薄,這是菲林制作工藝效果的基本特征。
菲林藥膜方向的識別方法
對印前工序生產(chǎn)、檢驗人員來說,識別菲林藥膜的方向是必須掌握的基本功,只有做好了才能有效地減少或避免工作上的差錯,保證生產(chǎn)的質(zhì)量。生產(chǎn)現(xiàn)場對菲林藥膜的識別方法一般有:人工刮膜識別法和肉眼觀測識別法。人工刮膜識別菲林藥膜面,就是在菲林上對應(yīng)印刷成品以外的部位采用刀片刮,如果所刮的一面藥膜有被損壞,刮痕處出現(xiàn)透光現(xiàn)象,說明該面就是藥膜面。用肉眼觀測識別的方法是:菲林的藥膜面比較暗,而非藥膜面(基面)則比較光亮,有明顯鏡面效果。如果以同一塊網(wǎng)紋版的菲林進行識別,當(dāng)菲林的藥膜面向上進行目測時,菲林有昏暗的感覺,并且感覺網(wǎng)點密度比較大,而將菲林藥膜面向下進行目測檢查時,則感覺菲林比較明亮、光澤,并且網(wǎng)點密度也顯得小。
菲林網(wǎng)點大小的識別方法
如果曬制網(wǎng)紋版時,菲林藥膜面沒有與印版表面直接接觸,曬制出來的網(wǎng)點就會出現(xiàn)變小現(xiàn)象,影響產(chǎn)品的復(fù)制質(zhì)量。所以,曬版和印刷人員要學(xué)會用肉眼識別常用的網(wǎng)點。這樣,若曬版時菲林藥膜面用錯了,造成印版網(wǎng)點明顯變小時,通過檢查印版或印刷樣張,就可以發(fā)現(xiàn)曬版的差錯。
一般1~10成的網(wǎng)點比較常用,并且也易于肉眼的識別。鑒別5成以內(nèi)網(wǎng)點的成數(shù),是根據(jù)對邊兩網(wǎng)點之間的空(間)隙能容納同等網(wǎng)點的顆粒數(shù)來辨認的。即在對邊的兩顆網(wǎng)點之間的空隙內(nèi),能放置三顆同等大小的網(wǎng)點,就是1成的網(wǎng)點;若在兩顆網(wǎng)點間的距離內(nèi),能容納兩顆同樣大的網(wǎng)點,叫做2成網(wǎng)點;而在兩顆網(wǎng)點間的距離內(nèi),能容納1.5顆同樣大的網(wǎng)點,叫做3成網(wǎng)點;要是在兩顆網(wǎng)點之間能容納l.25粒同樣大小的網(wǎng)點,就稱為4成網(wǎng)點;倘若在兩顆網(wǎng)點之間能容納1粒同樣大小的網(wǎng)點,也就是說,單位面積內(nèi)印刷網(wǎng)點與白點各占一半,就是5成網(wǎng)點。而5成以上網(wǎng)點的判別,則是以對邊兩白點之間能容納多少同樣大小的白點來衡量的。
從網(wǎng)點成數(shù)的規(guī)律表現(xiàn)情況來看,兩白點間距內(nèi)所容納的網(wǎng)點數(shù),正好6成與4成相同;7成與3成相同;8成與2成相同;9成與1成相同。10成網(wǎng)點就是實地版,若版面是實地版的,由于沒有網(wǎng)點間隙,不存在斜向透光現(xiàn)象,所以,實地版的菲林藥膜向上進行曬版,也不會影響實地版面的曬版密度。
所以,正確認識菲林特點和影響印版復(fù)制質(zhì)量的若干因素,認真把好菲林輸出、曬版工藝和質(zhì)量檢驗控制技術(shù)關(guān),不僅可減少或避免印前工序質(zhì)量問題的發(fā)生,而且可較好地保證產(chǎn)品的印刷質(zhì)量。
]]>黑版可發(fā)為短階調(diào)黑版、中階調(diào)黑版和長階調(diào)黑版。短調(diào)黑版又稱骨架黑版功輪廓黑版,主要體現(xiàn)原稿的暗調(diào)層次,加強畫面反差,穩(wěn)定顏色。中調(diào)黑雙稱線性黑版,適和于彩色與消色并存的原稿,如風(fēng)光、灰色建筑群等。長調(diào)黑版指利用底色支隊原理生成的黑版,其再現(xiàn)范圍較大,適用于消色為主彩色的原稿,例如,以黑色為主的國畫。
隨著現(xiàn)代印刷技術(shù)與設(shè)備的進步,印刷機的印刷速度越來越快,油墨的干燥時間變短,印刷由濕壓干變?yōu)闈駢簼瘢蚨枰愿俚挠湍珌硗瓿刹噬珡?fù)制。為此,出現(xiàn)了以黑墨代替部分或全部彩色油墨的復(fù)制工藝,即非彩色結(jié)構(gòu),這種復(fù)制工藝即能保證圖像再現(xiàn)的高質(zhì)量,又能將底色支隊并將黑版的作用擴展到整個階調(diào)范圍。
一、Photoshop中黑版的生成
彩色桌面出版系統(tǒng)在處理黑版時不同于電分機,它有單獨的黑版設(shè)置及調(diào)節(jié)黑版的功能。根據(jù)復(fù)制的需要,可以任意調(diào)整黑版生成中的多項參數(shù),調(diào)節(jié)黑版曲線形狀,確定黑版的起始點與終點以及最大網(wǎng)點值等。高速的幅度大、范圍廣,可以滿足各類原稿復(fù)制對黑版的要求。如Photoshop軟件中分色參數(shù)設(shè)置(SeparationSetup),其中分色參數(shù)的設(shè)置就涉及到非彩色結(jié)構(gòu)技術(shù)。
打開SeparationStup對話框,可以從File菜單中選擇ColorSettings,打開其子苛單,從中選擇Separation
Setup命令。其中,對話框中GCR為灰成分替代,UCR為底色去除。人們可以從中選擇一種作為分色時合理使用黑色油墨的方法。
一般來說,在非涂料紙或新聞紙上印刷時可選用UCR方式進行分色。GCR是銅版紙印刷時分色模式的缺省選項。使用灰成分替代技術(shù)時,在較寬的色域范圍內(nèi)將使用更多的黑色油墨,與UCR分色方式比較,GCR分色更趨向于再現(xiàn)深暗、飽和的顏色,而且在圖像印刷或打印時可以更好地保持灰度平衡。
1.黑版生成設(shè)置
黑版生成(BlackGeneration)用來決定UCR或GCR中用多少黑色油墨進行底色去除或灰色成分替代。
對GCR分色,用戶需選擇黑版生成的程度以及墨量限制和指定底色增益。在Sparationetup對話框中你中以從幾種黑版生成中作出選擇。
1)Mdium選項是系統(tǒng)的缺省選項,在大多數(shù)情況下能得到滿意的結(jié)果。對話框中的Light和Heavy選項讓用戶稍微減少或增加Medium設(shè)置的效果。
2)None選項在分色時不產(chǎn)生黑版。
3)Maximum選項將灰度值直接映射到黑版生成值,該選項用于明亮背景上包含大量實地黑色的圖像。
4)Custom選項允許用戶用手工調(diào)整黑版生成曲線。
2.使用自定義黑版選項
1)從Light,Medium,Heavy或Maximum中選擇一種接近樂所希望的黑版生成面,得到一條黑版生成曲線,將它用做自定義黑版的出發(fā)點。
2)從BlackGeneration清單中選擇Custom,打開其對話框。
3)將光標(biāo)置于曲線上,拖動鼠標(biāo)調(diào)整黑版曲線。在調(diào)整黑版曲線時,青版、品紅
黃版曲線會因黑版曲線和總墨量的改變而自動調(diào)整。
3.黑墨限制
無論是UCR分色還是GCR分色,在生成黑版時都要用到在SeparationSetup對話框中輸入的墨量限制數(shù)值。總墨量限制是同能支持的最大油墨密度。缺省時,對黑色油墨的限制是100%,總墨量限制是300%。需要與印刷廠核對以確診是否應(yīng)該調(diào)整這些值。
黑墨限制(BlackInkLimit)給黑色油墨一個上限值。比如若,不采用底色去除或灰成分替代進行分色時得到的黑色成分為50%,如果黑墨限制為70%,則最大底色去除為20%。
4.總墨量限制
總墨量限制(TotalInkLimit)限制了印刷時所和油墨的總量。若使用原青色油墨量為90%,品紅色油墨量為87%,貢色油墨量為85%,黑色量為7%,原油墨總量為332%;限定油墨總量為302%,則可進行20%的底色去除。
5.底色增益量
SeparationSetup對話框中的底色增益(UCA)選項用于在暗調(diào)區(qū)域中移去黑色墨量后增加油墨,其作用與底色去除上反,是增加暗調(diào)區(qū)的彩色油墨量,透徹民UCR一樣。對于那些單純用黑色油墨印刷將顯示平調(diào)黑色的區(qū)域,要用UCA會產(chǎn)生豐富的暗調(diào)。
底色增益量(UCAAmount)給出一個與底色去除一樣的百分含量,在分色時Photoshop會增加暗調(diào)區(qū)域的彩色油墨量。增加底色增益量增加了被去除的C、M、Y油墨量,可設(shè)墨的范圍為0%-100%,可與印刷三核對以得到最優(yōu)的數(shù)值。如果你對該數(shù)值不能確主,則應(yīng)讓它保留在0%。
二、黑版在彩色復(fù)制中的作用
經(jīng)過長期實踐,人產(chǎn)普遍認為黑版在彩色復(fù)制中的作用有以下幾點:
1.提高了灰色平衡的穩(wěn)定性
Y、M、C三原色油墨實現(xiàn)中性灰色平衡比較困難,采用底色去除工藝后,中性灰色平衡基本不受彩色墨量的影響,主要由黑墨實現(xiàn)中性灰復(fù)制。因此,灰色平衡易于實現(xiàn)。
2.增大了印刷品的密度和反差
按目前常規(guī)條件,Y、M、C三色墨疊印后密度在1.6-1.7,而人們視覺對暗調(diào)發(fā)辯能力可達到1.8-1.9。因此,采用黑版可增強紙張對光的吸收能力,光的吸收率可從96%增加到98%,密度相應(yīng)增大,階調(diào)延長,提高了畫面對度,增強了圖像的立體感和空間感,使畫面變得栩栩如生。
3.加強了中間調(diào)至暗調(diào)的層次
在彩色復(fù)制工藝中,階調(diào)再現(xiàn)的規(guī)律是:亮調(diào)區(qū)域?qū)哟蔚玫奖3趾蛷娬{(diào),中間調(diào)區(qū)域?qū)哟伪3只蚵杂袎嚎s。目前,黑版階調(diào)表現(xiàn)的重點一般是中間調(diào)至暗調(diào)區(qū)域,這樣使得暗調(diào)區(qū)域?qū)哟瓮怀觯岣吡水嬅娴囊曈X效果,特別是滿足了人們對文字的視覺要求。彩色復(fù)制需要圖文并茂,從視覺要求看,黑色文字效果最佳,便于閱讀。
4.?dāng)U大了印刷適性,降低了印刷成本
黑墨可以認為是C、M、Y彩色印墨的等事。因此,畫面某睦部分可以去掉一部分或全部去掉三原色印墨,用黑墨來代替,這樣做既可以滿足圖像的色調(diào)要求,又減少了用墨量,降低了印刷成本。同樣,黑墨的密度高于其他彩色印墨,在混合色區(qū)域用黑墨代替三種彩色墨,印墨總量降低,不僅避免了墨層在暗調(diào)區(qū)域的堆積,而且印墨的干燥速度加快,減少了粘臟現(xiàn)象,印刷適性有了提高,滿足了高速、多色濕壓濕印刷的要求。
總之,黑版的存在是印刷客觀條件的要求,在油墨達不到理想要求、印刷仍以壓力印刷為主的今天,黑版的制作工藝將長期伴隨著印刷事業(yè)的發(fā)展而日益完善。 ]]>
一般來講,圖象質(zhì)量差異在二個方面發(fā)生顯著的變化:
1.由于CMYK彩色模式的色域表現(xiàn)范圍,要明顯小于RGB彩色色域,在轉(zhuǎn)化為CMYK模式后,可能在部分色域產(chǎn)生“超色域色彩”。這部分“超色域色彩”的存在,會使印刷顏色嚴(yán)重變灰。
2.當(dāng)印刷油墨和印刷方式這二項設(shè)置不當(dāng)時,圖象的層次丟失。特別是在暗調(diào)范圍的層次丟失更加嚴(yán)重。因為暗調(diào)區(qū)域往往是“超色域色彩”經(jīng)常產(chǎn)生的區(qū)域。
因此,對印刷油墨的設(shè)置給予充分的重視和討論是有必要的。實質(zhì)上這部分工作既是電子分色機和高檔掃描儀的部分調(diào)試工作。特別是某些彩色平面掃描儀的掃描軟件,都掛裝在Photoshop軟件下面.印刷油墨折紙包括以下三個內(nèi)容:彩色油墨(Colourink)、網(wǎng)點擴大(DotGain)、中性灰平衡(GreyBalance)。實質(zhì)上這里所指的彩色油墨不單指為印刷用的油墨、通過選擇項還可選擇噴墨打印機所使用的顏料。由于印刷油墨、打印顏料的色相、印刷條件不同,因而成色方法、網(wǎng)點擴大和中性灰平衡不同而引起圖象質(zhì)量的差異,故調(diào)整上述因素的數(shù)據(jù),來保證圖象的質(zhì)量,是十分必要的。而這些數(shù)據(jù)只是在CMYK彩色模式下有效。
一、中性灰平衡(GreyBalance)
在顏料減色法理論中,以等量的青(C)、品紅(M)、黃(Y)、三色料等量混合,將回得到黑色(K)。但由于顏料青、品紅、黃均不能從加工制造中得到理想的顏色往往在青、品紅、黃三色料中都帶有不同程度的相反色。如在青顏料中含有少量的品紅,在品紅顏料中則含有少量的紅。而在黃顏料中則含有少量的紅。并且在實際印刷中,由于所用的油墨品牌不同,其黃、紅、青油墨色相也不盡相同。例如在品紅油墨中有使用洋紅、品紅、或桃紅的,在黃油墨中有使用中黃或透明黃的。因此,在等量的青、品紅和黃三色油墨混合后,你不能得到一個帶有紅棕色的黑。如要得到一個較為純凈的黑,就需要有一個青、品紅、黃油墨不同比例的組合。
這樣一個不同比例的組合,不僅僅是在黑色區(qū)域如此,并且在灰色區(qū)域也需要有青、品紅、黃的不同組合數(shù)據(jù)。這是因為,網(wǎng)點的成色規(guī)律在高光(0~25%),中間調(diào)(25%~75%)、暗調(diào)(75%~100%)三區(qū)域是不完全相同的。
在各區(qū)域內(nèi)由三原色油墨不同比例的青、品紅、黃網(wǎng)點所組成的灰色,在印前與印刷中將其稱之為中性會平衡數(shù)據(jù)。由于灰色區(qū)域?qū)︻伾憩F(xiàn)的敏感性,一般情況下,當(dāng)中性灰平衡數(shù)據(jù)偏離正常狀態(tài)時,其灰色就會偏向某一色。因此,在整個圖象復(fù)制過程中,從印前到印刷都把中性灰平衡數(shù)據(jù)作為監(jiān)視生產(chǎn)過程的一項重要質(zhì)量標(biāo)準(zhǔn)。如在圖象掃描作業(yè)中,原稿的灰色區(qū)域偏離了青的正常數(shù)據(jù),將會造成整個畫面因缺藍而偏紅。在印刷作業(yè)時,當(dāng)某一色油墨量過大時,印刷畫面在灰色區(qū)域內(nèi)就會偏向油墨量大的色相,而打亂了在灰色區(qū)域內(nèi)藍、紅、黃三色油墨的平衡,由此可造成整個畫面的偏色。
在通常的情況下,正確的中性灰平衡青(C)、品紅(M)、黃(Y)、黑(K)的數(shù)據(jù),要通過有特別設(shè)計的色塊組經(jīng)過傳統(tǒng)打樣而求得。該色塊組由網(wǎng)點從2%-100%不同階調(diào)區(qū)域,并以C、M、Y、K不同數(shù)據(jù)所組成。通過對樣張觀察來確認屬于中性灰的色塊組。由此來確定各階調(diào)在中性灰平衡時的網(wǎng)點比例,并可根據(jù)此繪制各階調(diào)的反射密度與C、M、Y、K網(wǎng)點數(shù)據(jù)的曲線,在一般的情況下,中性灰平衡數(shù)據(jù)在中間調(diào)區(qū)域50%處,C要比Y、M約高出7%-8%,在暗調(diào)區(qū)域90%處,C要比Y、M約高出5%-6%,而在高調(diào)區(qū)域,C要比Y、M高出約1%左右。而從中性灰平衡曲線來看,Y、M曲線基本重合,而從中性灰平衡曲線來看,Y、M曲線基本重合,而C曲線則高出Y、M成為一條弓形曲線。即使由于油墨色相差異,Y、M二曲線的相差范圍也不會相距太大。
然而在“印刷油墨設(shè)置”這一項中,無法象某些掃描儀那樣能輸入C、M、Y、K各區(qū)域中性灰平衡的網(wǎng)點百分比,在灰平衡一欄中只能輸入CMYK各色曲線的Y值。因此如要精確得出中性灰平衡數(shù)據(jù),就需要在你所繪制的中性灰平衡曲線基礎(chǔ)上,分別求出各色曲線的Y值,然后輸入各色數(shù)據(jù)。正確的中性灰平衡,將有利于RGB圖象轉(zhuǎn)換為CMYK彩色模式時的色彩正確形成。因此,認真細致地作好中性灰平衡的數(shù)據(jù)平衡,將對圖象質(zhì)量的提高起到保證作用。
二、網(wǎng)點的擴大(DotGain)
網(wǎng)點的擴大是在印刷過程中發(fā)生的一種必然結(jié)果。目前所采用的常規(guī)印刷都需要由印版吸附上油墨后,利用壓力將油墨壓印在紙上,如凸版印刷、柔性版印刷、凹版印刷。或者由印版吸附上油墨后,先轉(zhuǎn)移至橡皮布上,再經(jīng)壓印轉(zhuǎn)移到紙上,以此來完成印刷,如目前使用最多的膠印。因此,所有的印刷必須要有三個條件:1、油墨需要有一定的粘度,使之能吸附上印刷版,并且有足夠的油墨量。2、必須要有足夠的壓力將油墨轉(zhuǎn)移到紙張上。3、紙張必須要有合適的吸收油墨能力。只有當(dāng)壓力、油墨量、紙張三者條件的相互匹配時才能得到令人滿意的印刷。問題的產(chǎn)生是因壓力而產(chǎn)生的印跡擴大,如何在印刷中將它控制在一定范圍內(nèi)何在印前作業(yè)中給予事前的補償是重要的一點。
在任何形式的圖像印刷中,網(wǎng)點作為接受油墨量的一個基本單元,同時也是印刷的基本單元。網(wǎng)點在印刷過程中的轉(zhuǎn)移,它所產(chǎn)生的擴大,勢必會使網(wǎng)點的狀態(tài)發(fā)生變化。這種狀態(tài)的變化將會嚴(yán)重影響到圖像質(zhì)量。
]]>
什么是正反版、左右輪和天地輪?
正反版:一張單張卡有AB兩面,A和B各分開排一塊版為正反版;
左右輪: A左B右共排一塊版為左右輪;
天地輪:A上B下共排一塊版的天地輪;
或者:
1正反版是說兩副版子,一副都是正面,反之….
2.左右輪也叫自翻版,一副版子,紙張左右翻。
3.天地輪,紙張上下作咬口,一正一反上下排,頭對頭或者腳對腳。
習(xí)慣說法,如果在拼版上就是正反印、自翻身、滾翻身的區(qū)別。
拼版與合開
我們在工作中不會總是做16K、8K 等等正規(guī)開數(shù)的印刷品,特別是包裝盒、小卡片(合格證)等常常是不合開的,這時候就需要我們在拼版的時候注意盡可能把成品放在合適的紙張開度范圍內(nèi),以節(jié)約成本。
1、下面先介紹正規(guī)的拼版
以大度16K封面為例:(示范軟件:CD8)。根據(jù)印刷的需要(比如數(shù)量)以及印刷廠設(shè)備的限制8K機、4K機、對開機、全張機的不同,我們拼版的時候也要按實際情況進行不同的調(diào)整,一般拼8K或4K就足夠用了,因為在對開和全開的印刷機上可以用套曬、拼曬,并通過自翻身或正反印來解決。
示范例中出血邊均為3mm。 拼8K版(肩并肩),頁面尺寸(如圖)、出血邊(黃色)、凈尺寸(蘭色)
拼4K版(頭對頭),頁面尺寸(如圖)、出血邊(黃色)、凈尺寸(蘭色)
2、單頁形式的印刷品
拼版時中間(垂直中線)拼接部分留6毫米出血邊,即每個單頁四邊均留3mm出血(需要切兩刀)。
說明:如果你做的印刷品沒有出血的圖片、底紋,或完全是一色底紋等,可以按1的方法拼版,中間一刀即可。
3、封套的拼版
一般制作的時候,我們習(xí)慣把封套連同“舌頭”拼在 一起,這種做法比較費紙(有一塊空白沒有利用),但圖案連續(xù)性好。
還有一種方法是封面歸封面,“舌頭”單獨做,這樣做省紙,但多一道“糊工”,即在成品時多刮一次膠(或多貼一道雙面膠帶)。圖中綠色部分為粘貼部分。
4、包裝盒拼版
一般大包裝盒(超過8K的)不用拼版,直接交印刷廠套曬就可以了。
下面簡單介紹一下小包裝的拼版。
盡量在合開的前提下,把拼版工作做到最緊湊,但包裝盒牽涉的后道工藝比較多,軋盒(切出邊緣并壓折痕線)是最關(guān)鍵的,這時需要注意拼版時最近的兩個邊線間距不小于 3mm,否則在排刀版的時候會很麻煩,以至于影響產(chǎn)品質(zhì)量。
當(dāng)你完成拼版后(經(jīng)客戶簽樣同意),最好能出一份原大的刀版膠片,以方便印刷廠排刀。
5、名片類卡片
可能搞打字復(fù)印做名片的盟友有這樣的經(jīng)驗,一張名片紙上做 8張名片,然后用切卡機切出來。其實這樣做很浪費,我的經(jīng)驗是一張名片紙可以做10張名片(如下圖),不用切卡機,如果數(shù)量少的話,可以用尺、刀,如果數(shù)量很大,就借用印刷廠的切紙機,非常方便,而且很節(jié)約。如果只做一、兩盒名片,正好又是彩色的,又恰好你手中有個封套要做,那么就把封套的空白處利用起來。
6、吊牌類卡片及不干膠等
很煩人的東西。不過沒什么難度,要細心,計算好尺寸。分三類:
(1) 一刀切(不出血),與名片類似,整體最外邊緣需要出血;
(2) 兩刀切(含出血)
(3) 軋盒、打孔、圓角(需要排刀版,拼法同2)
(4) 混拼類,在需要數(shù)量成比例的情況下,可以在合開版面內(nèi)混拼。
7、下面給用初學(xué)CD的朋友推薦一種我常用的邊角線繪制方法,非常實用。
(1)選用手繪工具,按Ctrl鍵,在頁面左上角垂直畫一直線段(發(fā)絲),并改變尺寸為3mm;
(2)Ctrl+A(對齊與分布),D、T、L;[注:在CD9以上版本為Alt+A+A(打開菜單的方式),以下同
(3)改變x坐標(biāo)為3,并敲擊數(shù)字鍵盤+號(鍵盤最右邊)復(fù)制一根線;
(4)改變x坐標(biāo)為6,并將兩根線段群組;
(5)再按+鍵復(fù)制,并旋轉(zhuǎn)90度;
分別將x、y軸坐標(biāo)各減3,一組角線已經(jīng)完成了,再將這組角線群組并按+鍵復(fù)制,然后水平鏡像;
(7)Ctrl+A,D、R,此時不需要用T,圖形為水平移動;
全選兩組邊角線,按+復(fù)制后,垂直鏡像;
(9)Ctrl+A,D、B,邊角線完成。
(10)最后別忘了加CMYK色標(biāo)
1、折頁。看需要8P一貼還是16P一貼,一般來說8P一貼的常常用無線膠訂的方式,16P一貼的往往是鎖線訂裝(大型畫冊)。
畫冊、書籍的P數(shù)一般都是4的倍數(shù),所以,我們在做折頁樣的時候,往往只要做一種(主要貼)到兩種(特殊貼)就足夠了。曾看到一家廣告公司做一本100多P的畫冊,用了很多A4紙,把所有頁碼都折出來了,很浪費,沒必要。
在正常折頁的時候,記住一點,不論你怎么折,右下角為第一頁。
下面是一些常見折頁的方法:
2、裝訂。一般分騎馬訂、平訂、鎖線膠訂、無線膠訂。
我們常見的雜志類都采用騎馬訂;線裝書類、鐵絲裝類屬于平訂;鎖線膠訂常用于大型畫冊,牢固,但裝訂速度慢;無線膠訂常用于高檔小型畫冊,過厚的書在多次翻折后易脫膠。
印刷設(shè)計中的一些要點
1、圖形色彩模式必須是CMYK或灰度。
2、彩色圖中如果需要大面積的純黑色底,建議使用K:100,C:30,這樣的黑色印刷出來比一色黑要亮,同時因為蘭版的存在可以彌補黑版印刷不實的漏洞。當(dāng)然,這個數(shù)值不是固定不變的,我曾做過一幅對開招貼,用了K:100,C:80,這是因為面積太大,印刷機速度又快,很難把顏色打?qū)崳詳?shù)值就相應(yīng)提高。還有,如果在整圖上有暖色圖案并且邊緣有羽化,或有暖色調(diào)透明等,這時的數(shù)值就根據(jù)實際主要暖色調(diào)來進行調(diào)整,比如K:100,M:60,Y:70, 這樣的圖案過渡部分非常舒服,而不象K:100時那樣怪怪的。此現(xiàn)象大家可以在PHOTOSHOP中試驗一下就可以看到。
3、雜色圖案上反白字或反白色細線。選用字體(或線的磅數(shù))的時候, 注意不要用仿宋、細圓等過細的字體,盡量使用黑體、隸書等線條明顯的字體,以免萬一出現(xiàn)套版不準(zhǔn),文字或線條看不清的情況。
4、做小吊牌等需要軋盒、打孔的東西,要注意,盡量不要設(shè)計外邊框。因為,如果在軋盒的時候版位稍有偏差的話,就會出現(xiàn)一邊大一邊小的情況。
5、報紙稿、膠紙印刷設(shè)計要注意,新聞紙和膠紙都比較吃墨,所以,除了出膠片時注意網(wǎng)目數(shù)以外,還要注意,在制作的時候要相應(yīng)降低色度,比如做報紙稿,你需要看到30的灰度,那么制作的時候就把灰度定到24左右,這樣印在有些灰的新聞紙上,實際效果相當(dāng)于30的灰度。(雙)膠紙比新聞紙白些,調(diào)整色度可以比正常銅版印刷低些,比報紙稿高些,具體憑經(jīng)驗和感覺。
印刷牽涉的方方面面工藝非常繁多,無法一一列舉,現(xiàn)在我能想到的比較容易出錯的就這些,希望高手和有經(jīng)驗的朋友指正并補充。
對剛?cè)胄械呐笥盐疫€想說幾句,不要對任何出現(xiàn)的問題馬上就發(fā)貼提問,先自己琢磨,看問題出在哪里,對制作或工藝有任何疑問可以先瀏覽“新手必看”以及“精華”,也可以到相應(yīng)的設(shè)計、印刷網(wǎng)站查找,還要經(jīng)常和下家(印刷廠、制版公司、噴繪公司、卡片制作公司等等) 保持聯(lián)系,了解工藝流程、工藝要求、設(shè)備性能等,經(jīng)驗是積累出來的,不是靠看書或光聽別人講,你不去接觸,那么永遠是紙上談兵,毫無用處。
海報拼版
4開海報的尺寸
a、大四開紙張的算法公式:
大規(guī)紙張尺寸:1194mm x 889mm; 掉毛邊后尺寸:1190mm x 885mm
大四開就是:595mm x 442mm
最大可印刷面積:591mm(每邊要減去裁切成品時的2mm毛邊) x 430mm(除每邊要減去裁切成品時的2mm毛邊還要減去8mm的咬口位,此咬口位在某些印刷機需的尺寸都是不一樣的,但四開機一般都是8mm)
b、正四開紙張的算法公式
正規(guī)紙張尺寸:1092mm x 787mm; 切掉毛邊后尺寸:1088mm x 783mm
正四開就是:544mm x 391mm
最大可印刷面積:540mm x 377mm(解釋同上)
注:平板銅板紙的毛邊一般每邊切2mm
制作大四開海報的拼版
因為海報一般以圖片為主,我在這里以一張圖片為例。
將圖片導(dǎo)入到(Ctrl+H)CorelDRAW中,這里導(dǎo)入所要的圖片到CorelDRAW后,敲一下回車就可把圖片放在正中間了。
這里我們做的海報是中間是圖片,四周各有20mm的白邊那種,所以我們可以借咬口(借咬口的意思就是把咬口位放在白邊上,不另加咬口位),那海報尺寸就可以做成438mm x 590mm。
在CorelDRAW中把頁面設(shè)置為438mm x 590mm。
在矩形工具上雙擊就可以畫成一個與頁面同大的方框,填充為白色,取消輪廊線。這就是海報的頁面。
選中矩形方框和圖片,群組(Ctrl+G)一下。
接下來就是畫角線了。
先把頁面設(shè)為448mm x 600mm,用手繪工具做一個5mm x 5mm的缺角線
按Ctrl+A,如圖所示操作把角線放到頁面的左上角,
按一下小鍵盤上的“+”號鍵復(fù)制角線,并用同樣的方法把角線放到頁面的右上角。
也用同樣的方法把角線放到頁面的下方。
實際上角線放上后和實際尺寸還是有點距離的,因為海報四周是白色(紙),所以就留個1mm就夠了。如果裁切時不夠就讓裁切工向內(nèi)裁一點也沒事。
畫一個如下圖的中間線。
用放角線的同樣方法,把中間線放到頁面上去(作用是如果印刷時印不到角線就可以用此線來代替),并把角線和中間線結(jié)合一下。
填充輪廓色為C100 M100 Y100 K100
在這里告訴大家一個填充角線色彩的最方便的方法,就是填充為“注冊色彩”,這樣就不怕忘了少填一種色彩了,這在超過四色的版上最為實用。
最后,根據(jù)自己的愛好放置校色條(這里就不多說了)。別忘了打上咬口,色別,尺寸之類的文字。
就這樣一張海報的拼版完成了
corelDRAW 拼版技術(shù)
談到印前制作工作的范疇,就不得不提到書冊或雜志的排版工作。因為書冊雜志的標(biāo)準(zhǔn)性和行業(yè)規(guī)范性,使得這種方法具有一定的技巧性和執(zhí)行性。目前大部分的印刷廠對于書冊雜志的印刷拼版工作還大多處于手工拼版的方式,但隨著電子數(shù)碼排版技術(shù)的逐步推廣,計算機排版必將取代手工拼版的作業(yè)行為。對于計算機排版軟件的選用,目前國內(nèi)的大部分的制作人員都是選用PageMaker、北大方正以及一些圖形類如CorelDRAW、Illustrator、FreeHand等軟件,部分外資企業(yè)正在向內(nèi)地制作人員傳授引進一些更先進科學(xué)的專業(yè)排版軟件,如QuarkXPress等。在這里本人除卻PageMaker、QuarkXPress等排版軟件,選用目前國內(nèi)應(yīng)用的最為廣泛的圖形圖像與排版相結(jié)合的一種大型專業(yè)性軟件――CorelDRAW,進行一些簡單的排版介紹。
CorelDRAW是一種專業(yè)性的繪圖軟件,同時也是一種功能極為強大的排版軟件,目前市場中能見到的任何一種書冊或刊物,幾乎沒有它不能做下來的項目。國內(nèi)的廣大平面設(shè)計人員和印前制作人員,無不對其進行必要的了解和掌握,與另一圖像處理類軟件Photoshop構(gòu)成平面設(shè)計人員就職上崗之必備工具。
1、版面的安排
CorelDRAW 的工作環(huán)境所默認的頁面版式是采用一種國際上廣泛使用的A4辦公用紙,這種紙張是面向于辦公室而非針對書冊雜志的版式,故我們在使用CorelDRAW進行書冊雜志的排版工作之時,必須對這種版面進行一些設(shè)置,當(dāng)然,我們也可以完全不管這種紙張的存在,而采用另一種更好的方法來處理我們所要進行的工作環(huán)境設(shè)置,那就是采用一些矩形框來從視覺上代表我們所想要的實際紙張要求。
在本文中所介紹的方法,并不是按照CorelDRAW軟件本身所要求的排版方式來進行的,而是本人根據(jù)所從事過的印前工作個人經(jīng)驗總結(jié)而來,目的是希望能對一些從事印前工作的制作人員進行拋磚引玉,為各位讀者朋友開辟出另一條排版之路。故此如有對本文的排版方式持懷疑態(tài)度的讀者朋友,不必要進行一些無謂的猜疑,而是完全可以根據(jù)本文所介紹的方法,結(jié)合自己在實際工作中的實踐體會,尋找出更加適合自己的排版方式,當(dāng)然,本文所介紹的排版方法相信更是適合一些剛從事印前工作的初學(xué)人員。
對于準(zhǔn)備參考本文采用CorelDRAW進行書冊雜志排版的讀者朋友,本文沒有任何技術(shù)前提,僅要求讀者朋友會從Windows的開始→程序菜單中調(diào)出CorelDRAW程序即可。
CorelDRAW打開后新建立的是一個和Word等辦公類軟件相類似的桌面窗口,如圖1,不同的只是一些菜單項和工具而已。
選用工具箱的文字工具,在工作窗口中的任意一個地方點下鼠標(biāo)再向某一方向拖動,會在窗口中畫出一個矩形框,在此框的右下角或正下方有可以改變此框大小的標(biāo)記,用鼠標(biāo)按住此處再向某一方向拖動可以改變此框的水平或垂直大小,此處我們將此框設(shè)定為170mm x 257mm大小(假定成品的尺寸為A4紙大小且四周邊距各為2cm),如圖2。在此框中點擊一下鼠標(biāo)左鍵,即可以輸入文字。
在一個正常的書刊或雜志中,不可能只存在文字等一些簡單的符號,我們還會根據(jù)不同的文章內(nèi)容或版面的需要而插入一些圖片等物件。在CorelDRAW中,既可以插入經(jīng)其他軟件處理過的外來的圖片,也可以利用其自身強大的繪圖功能自創(chuàng)一些圖片來插入。不管是采用何種形式引進來的圖片,我們都要將它們嵌入到文字之中去。
插入圖片到文字中的工作非常簡單,只需要選中要插入的圖片,在格式工具欄上的“段落文本繞圖”中設(shè)定一下即可。在該工具中,CorelDRAW為我們提供了豐富的文本繞圖功能,可以將圖片或左或右、或上下或四邊圍繞等等。
在插入圖片到文本中時,CorelDRAW良好的印前自動化功能已經(jīng)為我們預(yù)設(shè)好了規(guī)范的圖片與文本的嵌接規(guī)格,當(dāng)然,我們也完全可以根據(jù)自己的所好或版面的需求進行一些自定義的設(shè)置,以使圖片與文本的相嵌更加美觀或合理。如圖4即是將圖片插入到文本后的效果。
如果所要編輯的書冊或雜志的文字與圖片內(nèi)容全部輸入完畢之后,我們需要將排好的內(nèi)容入進紙張中以打印或拼大版制印刷版上印刷機。這一步也非常簡單,我們只需要將所排好的包含有圖片等物件的內(nèi)容全部選中群組,然后再用對齊工具將此內(nèi)容對齊紙張的中心,或?qū)R到紙張的任意之處。如圖5即為將圖文對齊到紙張中心的效果圖。這種方法適用于軟件默認的頁面格式來安排多頁連續(xù)版。
上面所說的按CorelDRAW默認方式來排版,是指在一個頁面上只擺放一頁成品頁碼內(nèi)的版面內(nèi)容。如果要繼續(xù)在同一個文件中再排下一個頁面的內(nèi)容,就要新增加一個頁碼來擺放。
除了上面所說到的將排好的圖文內(nèi)容對齊CorelDRAW默認的紙張中心外,還可以通過畫一個與實際紙張大小一致的矩形框來做為虛擬頁面,這樣就可以在一個頁面上擺放下更多的頁面內(nèi)容,如按印張來放,可以在一個頁面上放上16或32個頁碼的內(nèi)容,而不必另增加新的頁碼。
在進行頁面排版時,會大量地用到頁眉和頁腳等物件,在一般的排版軟件中都有不錯的自動按排頁眉頁腳的項目,但在CorelDRAW中沒有自帶這種功能,不過我們可以通過這個軟件強大的圖形和版面安排功能來手動擺放。在這一點上,CorelDRAW 較之 PageMaker、QuarkXPress 等軟件稍有不足,但這并不是說利用 CorelDRAW 就不能做到這一點,相反,有時做起來可能比之有更為美觀的效果。
如果要在頁面上安排頁眉頁腳項目,可以先在旁邊的空白地方將頁眉頁腳做好,然后通過復(fù)制、粘貼、安排與對齊等功能將頁眉頁腳安排到我們所希望的任意一個位置上。
2、排版時的注意事項
在書冊類排版中其他的版面設(shè)置,基本上和辦公類軟件如Word、金山Office等相類似,如段落、字及行間距、字體字號的更改、剪切復(fù)制等移動、對齊、首字下沉、制表符、表格(在CorelDRAW中可以制作任何復(fù)雜形式的報格,但不能像Excel等專業(yè)制表類軟件那樣可以自動計算,也不能自動生成圖表)等等。所有這些操作,基本上都可以在菜單欄中的“文字”菜單中調(diào)用相應(yīng)的功能項來實現(xiàn)。
圖文排版完畢之后,如果是按照CorelDRAW默認的頁面格式所擺放,則頁碼、裝訂線等版面項目就可以在“打印”項中自動生成,并能隨意地調(diào)換頁碼順序;如果是在同一個頁碼面上采用虛擬頁面的方式(即畫紙張等大矩形框來替代CorelDRAW默認的實際紙張)排版擺放圖文內(nèi)容,一些頁碼等項目就需要手動調(diào)節(jié)。有些人可能認為采用手動調(diào)節(jié)不適用于多頁碼的書本排版,其實這是多余的考慮:一是普通印刷廠很少能接到厚厚的書本來印,而以印書為主的專業(yè)印刷廠,所采用的排版軟件也基本上是北大方正等軟件,相對于廣泛流通的雜志或相類似的宣傳畫冊,頁碼大多只在于一二百頁之間;二是我們完全可以利用CorelDRAW強大的復(fù)制、粘貼功能來實現(xiàn);因為CorelDRAW的復(fù)制和粘貼功能是有很少軟件能比得上的,
雖然這種“笨”方法對于幾百頁的書本而言確實過于復(fù)雜,但卻也為我們帶來了更為自由的頁碼安排形式,采用這種方法我們可以非常方便地將頁碼數(shù)字排到我們所想要的任意地方而不用擔(dān)心位置的錯動。
大部分用慣了PageMaker、北大方正、QuarkXPress等排版軟件的人都認為使用CorelDRAW來排版速度過慢,其實這完全是沒有安排好一個文件中頁面數(shù)量的問題。相對于上述幾個軟件來說,CorelDRAW對于五六十頁以上的文件操作速度確實有點不方便,但實際上將幾十個甚至幾百個頁面同時排放在一個文件中,對于后期制版人員來說是非常麻煩的,他們?yōu)榱酥瞥捎∷孢€是要去將這些頁面抽出來重新安排。對于頁碼數(shù)量過多的印刷物,我們不必要將所有的頁面文件全部安排在一個文件中,完全可以依照印刷時的實際情況來調(diào)整文件中的頁面數(shù)量,如印刷機最大印刷版面只能印16個頁碼,那我們就可以將16個頁面文件安排到一個文件中,這樣既加快了文件運行的速成度,又方便拼大版去制版,這樣一來,一本三百頁的書本,只需要做成二十來個文件就可以了,雖然初眼看覺得文件過多,不如PageMaker等一個文件來得方便,但對于制版人員來說,一個文件剛好是一個標(biāo)準(zhǔn)印刷版的頁面數(shù)量,且很多的制版人員也都是喜歡用CorelDRAW來拼大版,如果是采用這種文法,一個文件就是一個版,操作起來非常方便。
還有很多排版人員認為,CorelDRAW安排圖形時沒有PageMaker等方便,這也是對CorelDRAW了解不透的后果,在CorelDRAW中對圖片的圖理較之CorelDRAW只有過之而無不及,我們既可以采用如PageMaker那樣的鏈接形式來安排圖案(比在PageMaker中看起來更清楚醒目,如果用PageMaker想達到這種清晰效果,則PageMaker的速度優(yōu)勢就也蕩然無存了),又可以將圖案全部導(dǎo)入到文件中。導(dǎo)入圖案時是否采用鏈接的選擇可以在導(dǎo)入圖案時的對話框中進行選擇。
在PageMaker、QuarkXPress等專業(yè)性的排版軟件中,都有一種將幾個文件合訂成一個文件的“合訂”功能,這一點在CorelDRAW中很可惜,沒有為我們排版工作帶來方便性。同時也就為我們安排書冊的目錄造成了困難――我們必須采用手工的形式來制作書本目錄。
安排好的版面文件最終是要拿去出菲林片制成印刷版,在這個過程中,有很多初接觸排版工作的人員忽視了一個嚴(yán)重的問題――字體兼容。除了一些大型的印刷廠外,大多數(shù)的印刷廠可以完成排版等工作,但卻很少自己完成輸出的工作,而是外發(fā)給一些專業(yè)從事輸出工作的輸出公司代出菲林片甚或制作印刷版。這時就會碰上文件從本企業(yè)轉(zhuǎn)移到輸出公司的的情況,就不得不考慮字體兼容的問題了。如果僅僅是一兩個頁面的文件,我們可以將所有的文字轉(zhuǎn)換成曲線,但這種方式不適合于多頁碼的文件;另一種方法是將所有文件轉(zhuǎn)存為EPS格式的文件,不過這種方法雖好,卻有時可能會帶來一些其他的問題,同時也加大了文件的物理儲存問題;最好的方法就是,在一個存儲體中(如光盤或MO),既存CorelDRAW默認的Cdr文件,又存業(yè)界通用的Eps文件,同時將文件中所用到的字體也拷貝到存儲體中,這樣文件經(jīng)轉(zhuǎn)移之后,就不用擔(dān)心會因字體兼容性而出現(xiàn)不必要的麻煩。
現(xiàn)在一些外資和部分內(nèi)地的大型印刷企業(yè)開始出現(xiàn)遠程修稿、看稿、打樣和付印等制作過程,還有網(wǎng)絡(luò)上的文件流通等。這就要求我們的制作人員除了要做好排版、拼版、輸出等工作外,還要學(xué)會網(wǎng)絡(luò)上流通的文件――html文件或PDF文件。Html文件是用于網(wǎng)絡(luò)上的頁面文件,要求文件物理存儲容量盡可能地小以利于在網(wǎng)絡(luò)上瀏覽、流通,這些要注意的事項可以在“文件”菜單中的輸出到Interner項中進行選擇。除了制作Html文件用于網(wǎng)絡(luò)流通外,有時我們還要將文件轉(zhuǎn)換為另一種能流通于任何操作平臺、任何語言中的標(biāo)準(zhǔn)文件――PDF文件。這種文件可以不分操作系統(tǒng),也不會挑剔系統(tǒng)中安裝的是什么語言,都能按照我們在本地計算機上所排好的樣式進行流通。輸出這種文件的注意事項可以在“文件”菜單中發(fā)行PDF文件功能項中進行設(shè)置和選擇。